歡迎來(lái)到廣州市鴻輝電工機(jī)械有限公司官網(wǎng)!


<tfoot id="hi6fq"><source id="hi6fq"></source></tfoot>



廣州市鴻輝電工機(jī)械有限公司是,集研發(fā)、設(shè)計(jì)、制造、銷售于一體的現(xiàn)代化機(jī)電產(chǎn)品生產(chǎn)基地;專業(yè)生產(chǎn)電線電纜設(shè)備一系列高速絞線機(jī);公司位于廣州市花都區(qū),地理位置十分優(yōu)越;花都風(fēng)景秀麗、經(jīng)濟(jì)繁榮,是廣州市的工業(yè)發(fā)展區(qū)和重要交通樞紐區(qū)。













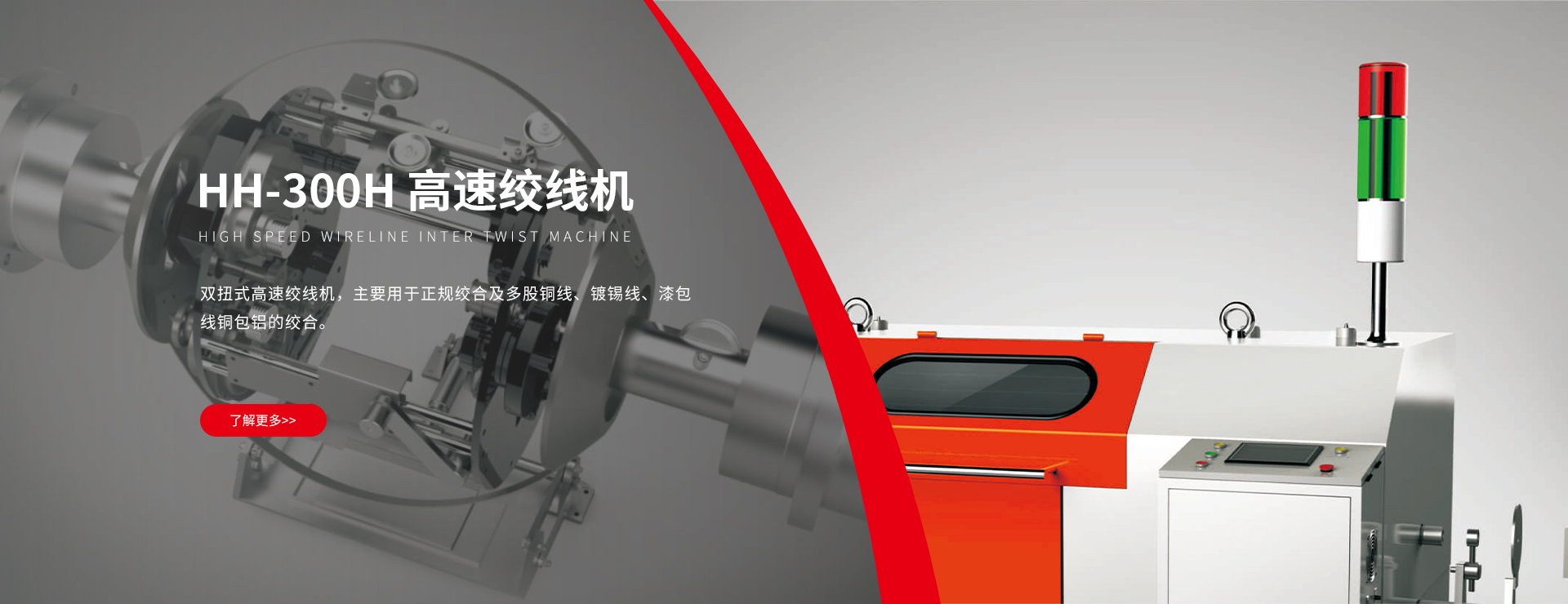
HIGH SPEED WIRELINEINTER TWIST MACHINE


HIGH SPEED WIRELINEINTER TWISTMACHINE

HIGH SPEED WIRELINEINTER TWIST MACHINE

HIGH SPEEDWIRELINEINTER TWISTMACHINE

HIGH SPEED WIRELINEINTER TWISTMACHINE

HIGH SPEED WIRELINEINTER TWIST MACHINE

HIGH SPEED WIRELINE INTER TWIST MACHINE

HIGH SPEED WIRELINEINTER TWISTMACHINE



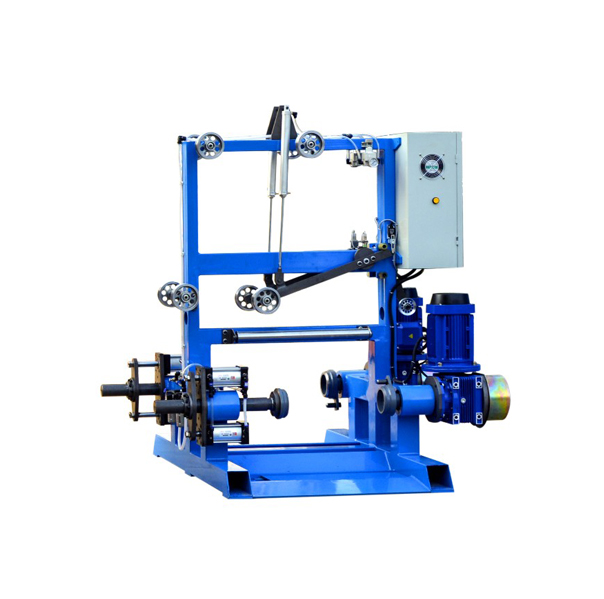
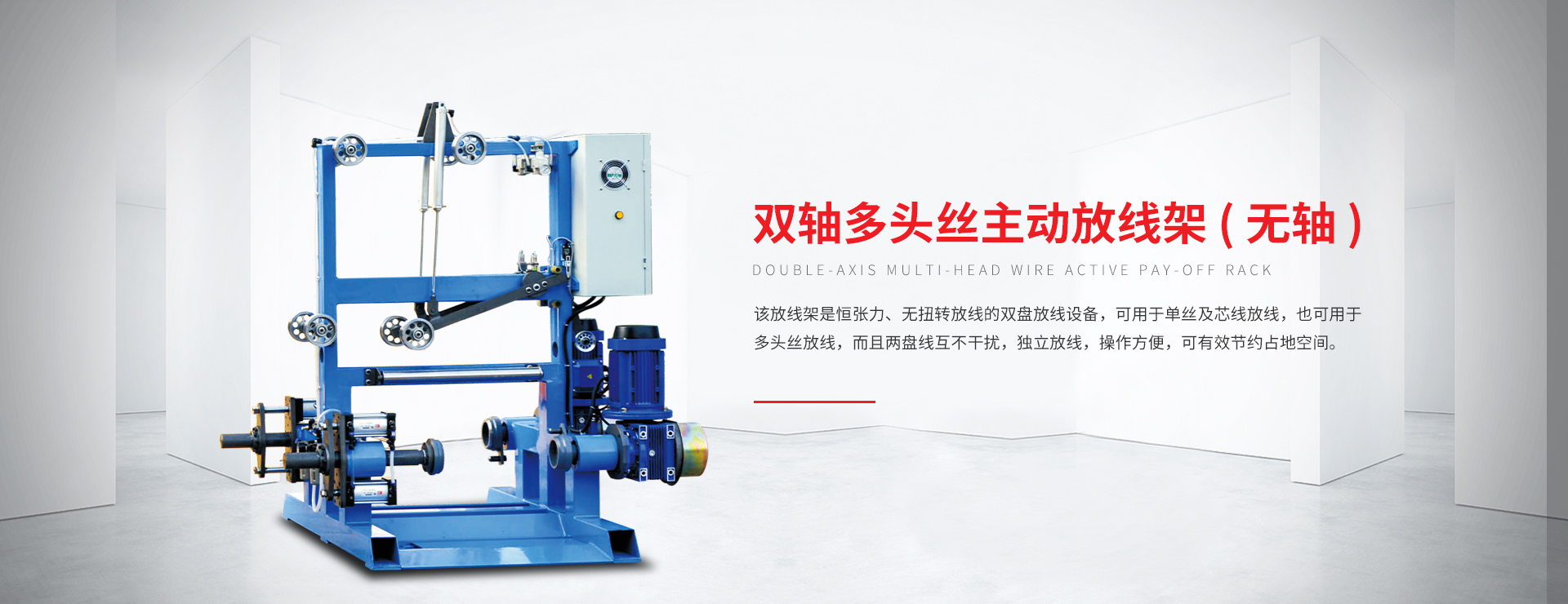
DOUBLE一AXIS MULTI-HEAD ACTIVETAKE-UP MACHINE

RE一WINDINGMACHINE

FULL-AUTOMATIC WIRELINE-INTERTWIST MACHINE

High Speed Strander

FULL-AUTOMATIC WIRELINE一INTERTWIST MACHINE

FULL一AUTOMATIC WIRELINE-INTERTWIST MACHINE

FULL一AUTOMATIC WIRELINE-INTERTWIST MACHINE

HH-500TWIST MACHINE+ BACK TWIST BUNCHER

HH-500 TWISTMACHINE+ACTIVE PAY-OFF